









Pregunta: ¿Por qué a menudo existen problemas con la soldadura del titanio? ¿Por qué el proceso resulta más sencillo por ejemplo con las aleaciones de cobaltocromo?
Quintessenz: Junto a los parámetros del aparato de soldadura láser, para la soldadura del titanio es imprescindible un recubrimiento total de la zona de soldadura con argón, dado que de lo contrario se produce una fragilización. Las aleaciones dentales son menos sensibles en este sentido.
Introducción
El titanio se ha consolidado como material en la prótesis dental4. Si bien su proporción en estructuras de coronas y puentes es muy reducida, ciertamente este material ya se ha convertido en indispensable en la implantología (por ejemplo, para pilares y barras). El proceso de trabajo es algo problemático, toda vez que el protésico dental debe adaptarse y tener en cuenta un par de «particularidades» del titanio. Entre éstas se cuenta la elevada reactividad de este elemento.
El titanio es uno de los metales menos nobles utilizados en la prótesis dental. Sin embargo, este inconveniente es tan solo aparente. Su elevada reactividad lleva al titanio a reaccionar espontáneamente con el oxígeno. Esto conduce a la formación de una capa de óxido mecánica y químicamente estable, la cual se establece en fracciones de segundo. Esta denominada capa de pasivización protege al titanio contra la corrosión y le otorga un alto grado de biocompatibilidad2. Pero este efecto positivo también se traduce en inconvenientes, como durante la soldadura por láser.
Soldadura por láser
La soldadura por láser constituye un método acreditado para la unión entre metales3,5-8,10. En este caso se sueldan los materiales a unir por medio de un haz láser. Sin embargo, a diferencia de lo que ocurre en la soldadura indirecta, durante la soldadura láser se funden realmente las superficies interfaciales. Al solidificarse el material fundido se forma una zona de un metal conjunto (o una aleación en caso de que se unan metales distintos). De ahí que existan soldaduras heterogéneas y homogéneas, es decir, pueden soldarse entre sí materiales distintos o idénticos/del mismo tipo. En el proceso puede emplearse material de aportación (alambre para soldadura láser) para rellenar volumen. También en este caso existen materiales del mismo tipo, de tipo similar y de tipos distintos. En el caso del titanio, es posible soldar de forma completamente homogénea. En principio, esto es muy conveniente, dado que pueden excluirse reacciones electroquímicas (formación de batería). Asimismo, el titanio es completamente soluble en titanio por naturaleza, si no lo fuera el oxígeno.
La fusión del titanio tiene lugar a temperaturas muy elevadas. El punto de fusión del titanio se sitúa en torno a 1.700 ºC. Debido a ello, y como consecuencia de la elevada afinidad al oxígeno, se produce una reacción intensa. El titanio se oxida y forma así capas de separación, y se producen depósitos de óxidos que conducen a la fragilización del cordón de soldadura. Por desgracia, esto no siempre resulta reconocible para el protésico dental. Para él, el cordón de soldadura es seguro. Sin embargo, debido a la carga cíclica en la boca, ya al cabo de poco tiempo o de una carga escasa puede producirse el fallo del cordón de soldadura.
De ahí que sea preciso evitar la oxidación o por lo menos inhibirla en gran medida. La soldadura al vacío no resulta posible en la práctica protésica cotidiana, y por lo tanto es imprescindible (¡!) trabajar bajo una denominada atmósfera gaseosa protectora9. Para ello se debe inundar con un gas la sala de soldadura, o por lo menos la zona en la que se realiza la soldadura. Este gas no debe reaccionar con el titanio ni diluirse en este. Una atmósfera gaseosa protectora tiene la misión de impedir la oxidación del metal a soldar. Mediante la adopción de medidas constructivas se debe garantizar que el gas protector expulse por completo el oxígeno del entorno de la zona de soldadura. Las cabinas de soldadura cerradas de los aparatos de soldadura láser ofrecen una clara ventaja en este sentido (fig. 1) en comparación con los aparatos de soldadura WIG (soldadura con tungsteno y gas inerte, conocida en la prótesis dental como «Phaser»).
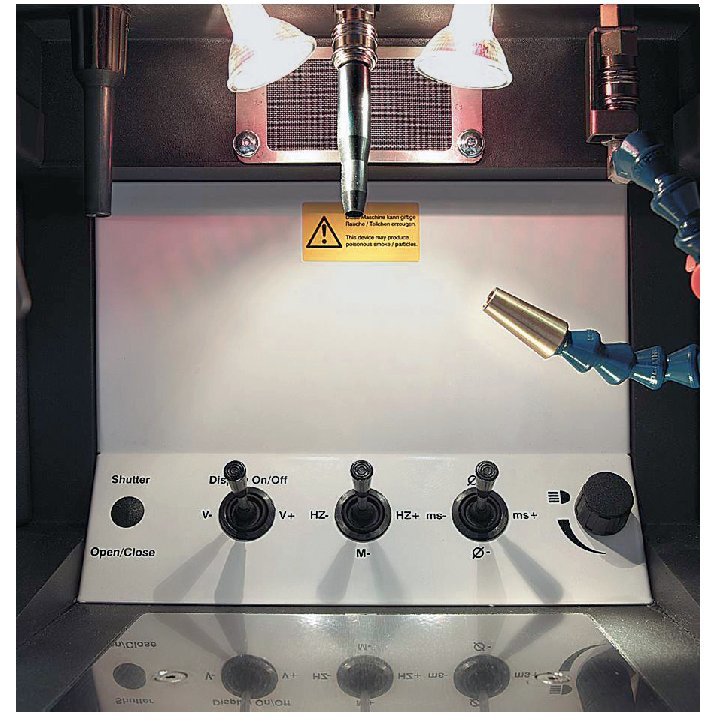
Fig. 1. Aparato de soldadura láser con cabina cerrada y dos toberas de argón.
Conforme a criterios tanto de ciencia de materiales como económicos, se utiliza exclusivamente el gas noble argón como gas protector para la soldadura con titanio. Otros gases nobles son demasiado caros y no aportarían ventajas adicionales. En principio también podría utilizarse nitrógeno. Sin embargo, tan solo podría utilizarse con aleaciones de metales nobles y en una medida limitada con aleaciones sin metales nobles (el nitrógeno es soluble en aleaciones de cobalto). Es totalmente desaconsejable su uso para la soldadura del titanio, dado que en ese caso se producen intensas reacciones. A las temperaturas que se generan durante la soldadura láser, el titanio reacciona de forma extremadamente intensa con el nitrógeno para formar nitruro de titanio. Esto tiene el mismo efecto negativo que el dióxido de titanio, concretamente la fragilización. El argón está disponible en distintos grados de pureza. Para la soldadura por láser es suficiente el grado de pureza 4.6. Esto significa un grado de pureza del 99,996%.
Sin embargo, la utilización de gas protector por sí sola no elimina el problema. Es preciso asegurarse de que el cordón de soldadura se encuentre por completo bajo un «cojín de argón». El argón debe bañar completamente el cordón de soldadura. Si la presión del argón es demasiado baja, este baño será insuficiente. Si es excesiva, el efecto también es negativo, ya que se producen turbulencias que pueden conducir el oxígeno (aire) directamente hacia el cordón de soldadura. Por lo tanto, las toberas de argón deben estar orientadas exactamente y la presión del argón debe ser correcta (figs. 2a y 2b). En todos los casos se trata de ajustes individuales para los cuales no pueden existir unas instrucciones de uso universalmente válidas. Mediante un «tiro de ensayo», el protésico dental puede comprobar si los ajustes escogidos son correctos. Si la mancha de soldadura está tincionada, el ajuste es incorrecto: cuanto más clara sea, mejor. Una tinción azul denota un alto grado de oxidación, mientras que una coloración amarillenta revela una oxidación menor. Para poder descartar la posibilidad de fragilización, la mancha de soldadura debe presentar un brillo metálico.
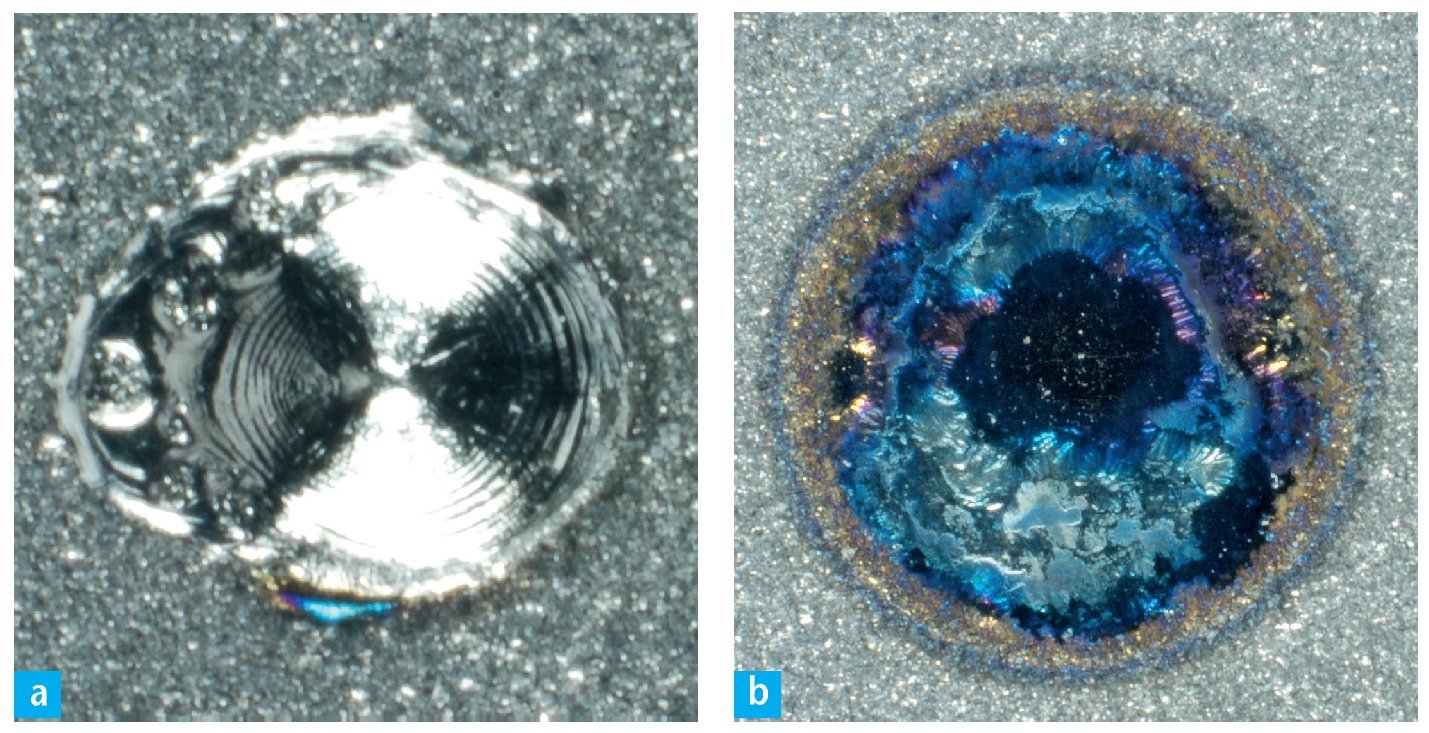
Fig. 2. Puntos de soldadura a con baño de argón adecuado y b totalmente insuficiente o sin baño de argón. Mientras que la soldadura a permite emitir un pronóstico a largo plazo favorable, una soldadura con la configuración de argón incorrecta se romperá probablemente muy pronto y bajo la acción de fuerzas muy bajas.
En las figuras 3 y 4 se muestran los resultados del ensayo de tracción para el titanio colado. En este caso se soldó titanio con distintos ajustes para la alimentación de argón. Como referencia se utilizaron cuerpos de ensayo no soldados. A medida que disminuye la calidad del baño de argón, se observa una considerable disminución de la resistencia. Con un baño completo alrededor del cordón de soldadura fue posible alcanzar la resistencia propia del titanio (colado). Si el baño es deficiente, el titanio se fragiliza extremadamente en el cordón de soldadura. En caso de que no se haya utilizado argón, las muestras se rompen ya al fijarlas en la máquina de ensayo.
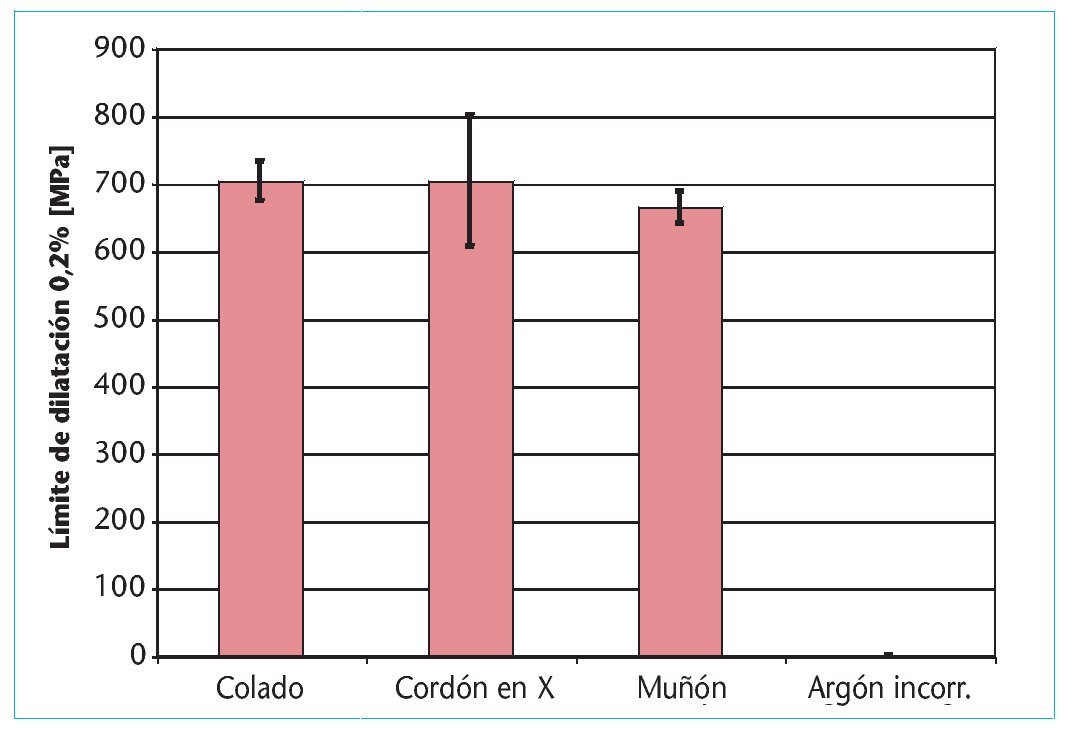
Fig. 3. Resultados (límite de dilatación 0,2%) del ensayo de tracción según la ISO 22674 para cuerpos de ensayo de titanio puro colado (laboratorio dental Buch). Se sometieron a ensayo seis cuerpos de ensayo por serie.
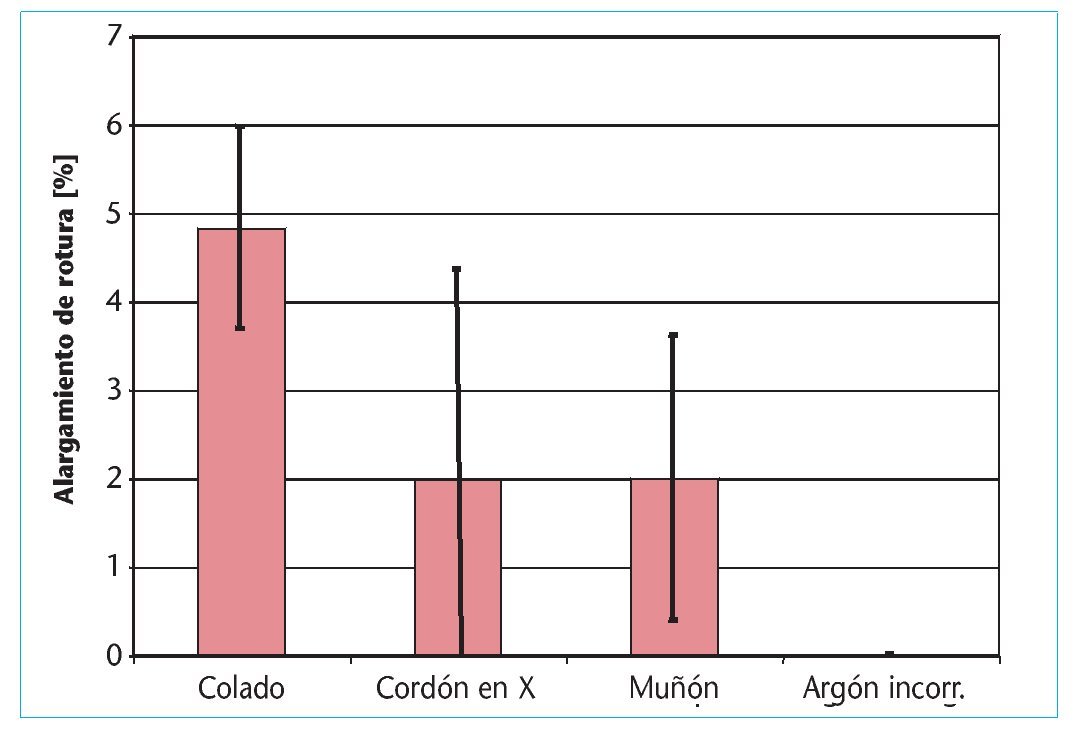
Fig. 4. Resultados (alargamiento de rotura) del ensayo de tracción según la ISO 22674 para cuerpos de ensayo de titanio puro colado (laboratorio dental Buch). Se sometieron a ensayo seis cuerpos de ensayo por serie.
Alternativas
Como alternativa al titanio también se puede trabajar con pilares y barras de aleaciones de cobalto-cromo (por ejemplo, Wirobond MI, Bego, Bremen, Alemania). De este modo se puede contrarrestar el problema anteriormente mencionado y además se obtienen restauraciones más resistentes. Henkel1 pudo demostrarlo en un trabajo experimental. En su estudio se compararon entre sí sistemas de barras (Bego Implants) de titanio y de Wirobond MI. Para ello se sometieron los sistemas de barras, experimentales pero similares a los empleados en la práctica, a un ensayo de flexión. En un ensayo estático (carga una sola vez hasta el fallo) se compararon barras de titanio soldadas con barras soldadas indirectamente y soldadas de Wirobond MI. Debido a su reducida sección transversal, las barras redondas fallaron antes que las barras Dolder.
Sin embargo, a diferencia de lo ocurrido en las barras de titanio, las barras de Wirobond MI no fallaron en los puntos de unión (fig. 5). En la mayoría de los casos se produjo una deformación de los tornillos, o se rompió la interfaz entre el pilar y el implante (insertado en un bloque de aluminio).
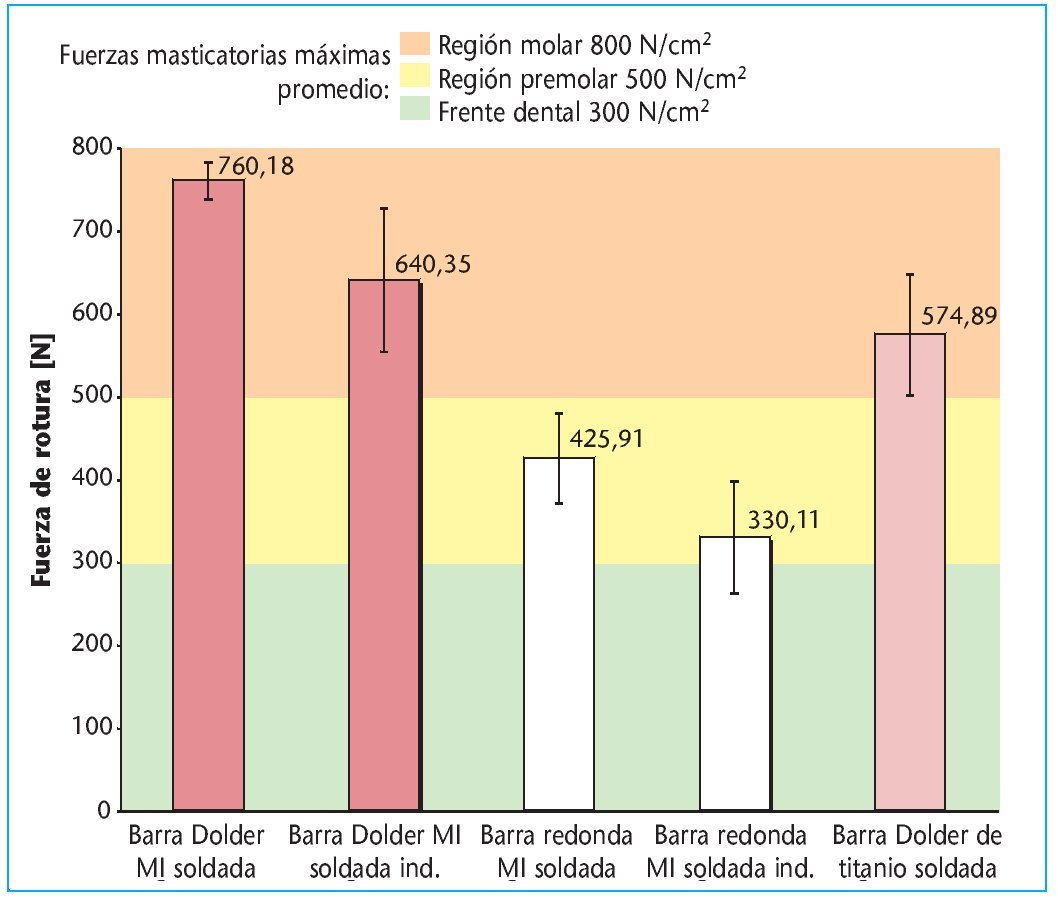
Fig. 5. Resultados del ensayo de flexión estático. Se sometieron a ensayo seis cuerpos de ensayo por serie.
Los inconvenientes de las barras de titanio soldadas por láser se pusieron aún más claramente de manifiesto en el ensayo de flexión dinámico. En este caso se sometieron los sistemas de barras experimentales a carga 1.000.000 veces con 300 N. En las barras de Wirobond MI soldadas por láser (fig. 6) fracasó un sistema (¡no falló ninguno en las barras soldadas indirectamente!), mientras que en las barras de titanio se fracturaron cuatro sistemas de barras por debajo del valor de carga máximo (fig. 7).
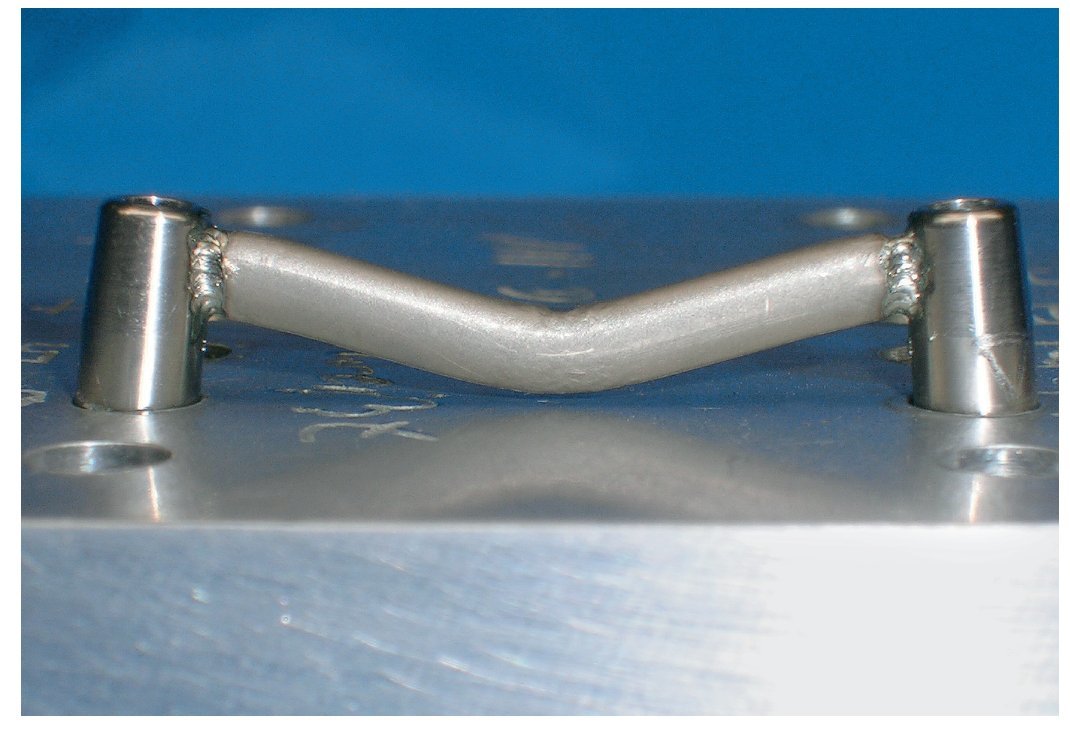
Fig. 6. Sistema de barras de MI tras la carga en el ensayo de flexión. Pese a que el sistema ya ha fracasado clínicamente hace tiempo, los cordones soldados todavía están intactos.
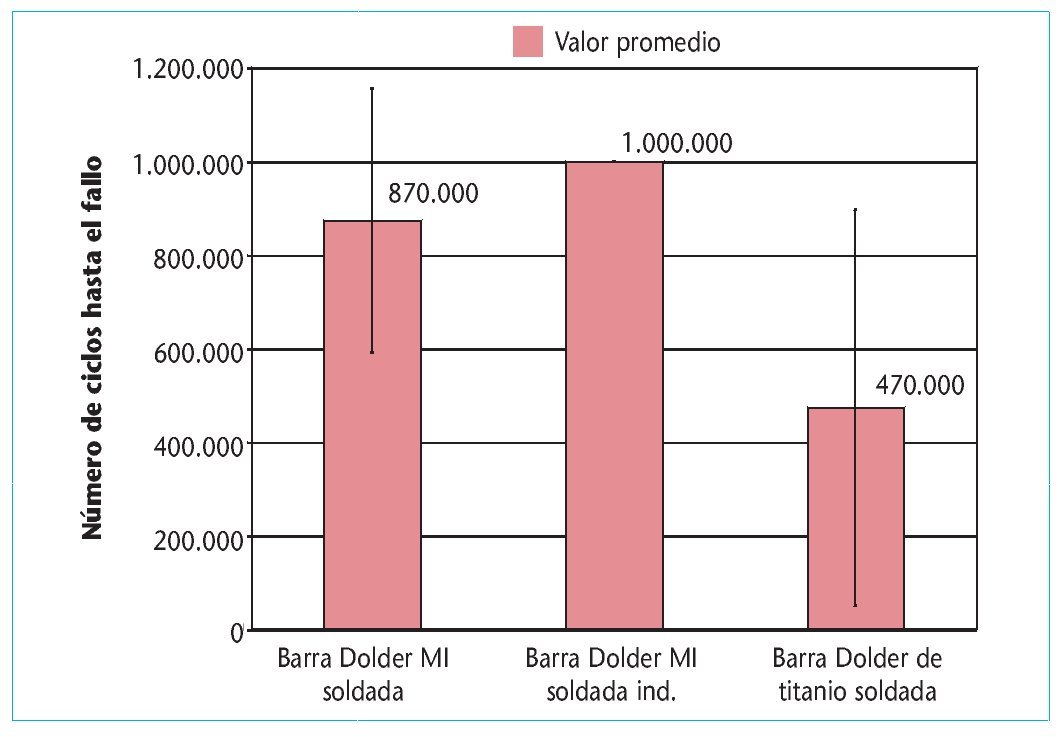
Fig. 7. Resultados del ensayo de flexión dinámico. Se sometieron a ensayo seis cuerpos de ensayo por serie. Se realizaron un máximo de 1.000.000 ciclos. En cada ciclo se aplicó una carga de 300 N.
Las marcadas diferencias entre los sistemas de barras de cobalto-cromo y los de titanio se explican por la fragilización descrita de los cordones de soldadura en el titanio. Los materiales quebradizos son considerablemente más vulnerables a las cargas cíclicas. Los estudios presentados demuestran claramente la importancia de la utilización de gas protector, especialmente durante la soldadura del titanio. Además de la utilización del gas protector adecuado (en este caso argón), también la orientación de las toberas de argón y la presión correcta de la bombona de argón son determinantes para el éxito de la soldadura.
Estos criterios son especialmente aplicables al titanio, pero el uso de gas protector también es aconsejable para aleaciones convencionales.
Conclusión
La soldadura láser del titanio es posible, pero en la práctica es algo problemática. Se debe procurar que acceda a la zona de soldadura la menor cantidad posible de oxígeno. En cuanto el cordón de soldadura muestra tinción, el protésico dental debe partir de la premisa de que se ha fragilizado. Esto resulta muy desfavorable de cara al pronóstico a largo plazo. Para barras implantosoportadas, alternativamente se puede utilizar una aleación de cobalto-cromo (Wirobond MI). La unión de pilares y barras de este material mediante soldadura por láser es menos problemática y permite obtener restauraciones más resistentes.
Independientemente del material utilizado, es aconsejable soldar en atmósfera gaseosa protectora, a fin de contrarrestar la fragilización causada por los óxidos. En el caso del titanio es indispensable que el cordón de soldadura esté totalmente bañado por el gas protector.
Correspondencia
ZTM Dieter Buch
AbZ (Internationaler Arbeitskreis für biokompatiblen Zahnersatz)
Sittardsberger Allee 237, 47249 Duisburgo, Alemania
Correo electrónico: dldbuch@aol.com
PD Dr. Roland Strietzel y Dipl.-Ing. André Henkel
Bego Bremer Goldschlägerei GmbH & Co. KG
28356 Bremen, Alemania
Correo electrónico: strietzel@bego.com; henkel@bego.com